鋅(xīn)合金由於成型方便,可塑性強,成本低,加工效率高,廣泛(fàn)應用在衛浴,箱(xiāng)包,鞋服輔料中,但鋅合金的(de)起泡問題(電鍍;噴塗)卻一直(zhí)困惱著五金廠與電鍍廠的朋友。工作中,引起鋅合金起泡的原因不盡相同。首先,我們要找(zhǎo)到鋅合金(jīn)起泡問題,對症下藥。
鋅合金(jīn)電鍍起泡的原因?
電鍍之前的表麵處理是引起鋅(xīn)合金起泡的主要原因,因為鋅合(hé)金為兩性(xìng)金(jīn)屬,易與酸反應,也易與(yǔ)堿反(fǎn)應,一(yī)般電(diàn)鍍(dù)之前有去油和酸洗兩道工序;去油一般是堿性的常溫去(qù)油劑,酸洗溶液一般是三酸的混合液。
去油是主要引起鋅合金電鍍起泡的主要原因:去(qù)油一般是用(yòng)加溫(wēn)了的常溫去油劑(jì)長時間的浸泡和攪拌,化學反(fǎn)應時間較長。一般酸洗時間較短,不(bú)易產生此起泡現象。
當鋅合金壓鑄件存(cún)在水紋、冷(lěng)隔紋(wén)、熱裂紋,電鍍時溶液會滲入到(dào)裂紋中,在烘烤時轉化(huà)為蒸氣,氣壓頂起電鍍層形成起泡。
對於縮孔:要使壓鑄凝固過程中各個部位盡量(liàng)同時均勻(yún)散熱,同時凝固。可通過合理的水口設(shè)計(jì),內澆口厚度及(jí)位置,模具(jù)設計,模溫控製及冷卻,來避免縮孔產生。
對於晶間腐蝕現(xiàn)象:主要是控製合金原料中有害雜(zá)質含量,特別是鉛<0.003%。注意廢料帶來的(de)雜(zá)質元素。
對於水紋、冷隔紋,可提高(gāo)模具溫度,加大內澆口速度,或在冷隔區(qū)加大溢流槽,來減少冷隔紋的出現。
對於熱裂紋:壓(yā)鑄(zhù)件厚薄不要急劇變化以減少應力產生;相關(guān)的壓鑄工藝參數作調整;降低模溫(wēn)。
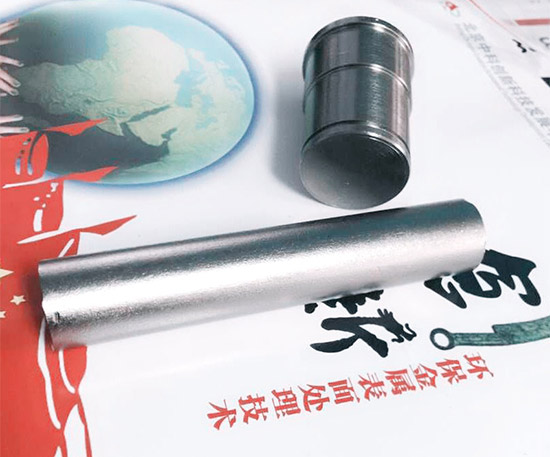
由於鋅合金金屬的(de)電介位(wèi)的關係,鋅合金不能直接在表麵鍍(dù)銀、鎳、金等鍍層,需要鍍一層較厚的中間層銅層(一般銅層為5微米(mǐ)左右)。鋅合金電鍍起泡現象是電鍍(dù)中最常發生的現象。若想從(cóng)根本上解決鋅合金起泡問(wèn)題,創(chuàng)新新(xīn)工藝是關鍵。香蕉视频創(chuàng)新研發的合金(jīn)催化液專業替代傳統電鍍,不管技術的環保還是(shì)產品質量都比電鍍(dù)處(chù)理效果理想。
像鋅合金電鍍(dù)經常(cháng)出現起泡缺(quē)陷(xiàn)來說,相反合金催化液就不會出現類似問題。想必電鍍層,合(hé)金層結合力(lì)強度在400Mpa,遠遠高於(yú)電鍍鋅、鎳、鉻等,表麵更防腐耐磨、它是一種非晶態表麵和金。經適當熱處理後(hòu),硬度可達(dá)到1200HV。值得一提的是,中(zhōng)科創新研發的去油除(chú)鏽“二合一”淨化(huà)液技術可以代替強酸(suān)強堿一次性清除油鏽、氧化皮。並且,經二合一前處(chù)理(lǐ)的樣件更耐磨,不會產生起(qǐ)皮、脫落等現象。鋅合金的前處理做(zuò)好了,再(zài)加上環(huán)保的合金催化液技術,起泡(pào)問題(tí)就不複存在了。
|


信二(èr)維碼")